- sales@indiaforging.com
- +91-98817-01007 / +91-253-2310221 / 2310275

BLOG
Closed and Open Die Forging: Processes and Applications
Forging industry has evolved tremendously. Utilization of different techniques and processes has made it find more applications making the entire process efficient and fruitful. With the changing techniques and technology, forging process has found its application in industries like Machinery, agricultural, Construction, automotive, and more.
Open and Closed die forging are among the most commonly used forms of forging. Although they root from the basic forging process of beating a material for bringing it into a shape and increase strength at a granular level, both the processes have offshoots in different directions.
Let us understand the entire process:
-
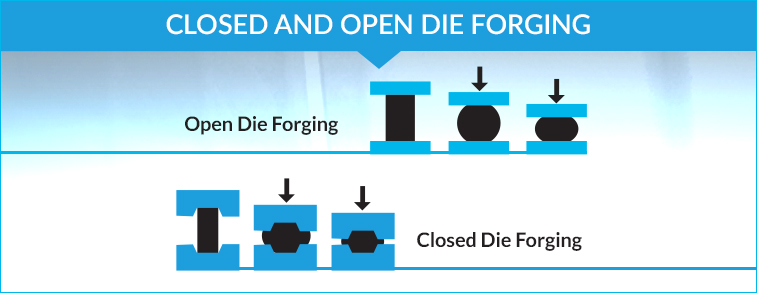
Free Forging or Open die forging: Multiple dies are placed around the metal that does not enclose it but restricts it to a place. The process of deformation is started between these free dies. Making a beating pattern out of dies hammer and stamp, the metal is forced to change its shape as per the final product.
Under this process, the metal is not heated and enormous forces are used to compress the metal. With a continuous striking motion, forging hammer is used to deform the material.
-
Impression forging or closed die forging: Within a closed die, a lot of pressure is applied to the metal piece to make it change the shape. The process may require some frequent heating depending upon the material under process.
To begin with the process of closed die forging, the dies are made first and the metal bars are heated, inserted into dies and forces are used to make the metal rods take the shape of the die. It is a more accurate process to create finished products that need lesser machine finishing.
-
Application of Closed and Open die forging: The differences in the forging process make the end product look different and the major difference in application lies in the size of the product. The process of forging changes the metal at a granular level with continuous application of force using the beating process.
Open die Forging is a rough process of forging as it does not involve a fixed die size so the process does not bring in precision. The methodology is best suited for forging bigger and heavier metal parts like forged shafts and rollers that find their application in railways that do not require much machining process to create ultra-finished product. The advantages of this process range from better microstructure as the grain size are fine and have a continuous flow. The material waste is minimalistic and voids hardly exist in the final product. This forging technique is a cost-effective method but the end product is not precise in shape and needs machine finishing.
Closed die forging is perfect for the processes where a high degree of precision is required. While the application material may remain the same as the open die forging, this process is well suited for producing forged automotive parts or forged fittings. The process overall improves the strength and is and poses no limitation to the material selection.
In short, both the processes have their own set of applications and limitations.
Recent Posts
Please send us your queries or requirements on:
sales@indiaforging.comFollow Us On:



- soumil@indiaforging.com
Email:
- +91-98817-01007
- +91-253-2310221 / 2310275
Phone:
Aress High Duty Forgings Pvt. Ltd.
Address:
- E-27, MIDC, Malegaon, Sinnar, Nashik - 422103
Factory:
Unit No. 3, 1st Floor, Shivneri,
Next to Ramdas Colony Garden,
Canada Corner, Nashik - 422005